High Barrier Lmultilayer Films For Food Packaging
Here are some key features and benefits of barrier multilayer food films:
1. Barrier properties: The primary function of barrier multilayer food films is to create a protective barrier against external factors that can degrade food quality. These films are engineered to provide resistance to oxygen, moisture, light, and other contaminants, helping to extend the shelf life of packaged food.
2. Preservation of freshness: By effectively blocking out oxygen and moisture, barrier multilayer food films help to preserve the freshness, flavor, and nutritional value of the enclosed food. This is especially important for perishable products, such as meats, cheeses, and baked goods.
3. Protection against UV light: Some multilayer films incorporate UV-blocking layers to protect light-sensitive food items, such as dairy products or beverages, from degradation caused by exposure to ultraviolet (UV) light. This helps to maintain the product's quality and prevent spoilage.
4. Aroma and flavor retention: Certain multilayer films are designed to prevent the migration of odors and flavors, ensuring that the packaged food retains its original aroma and taste. This is particularly relevant for products with strong or distinct flavors.
5. Contamination prevention: Barrier multilayer food films act as a physical barrier, preventing the entry of contaminants, such as bacteria, dust, and insects. This helps to maintain the hygienic integrity of the food, reducing the risk of contamination and ensuring consumer safety.
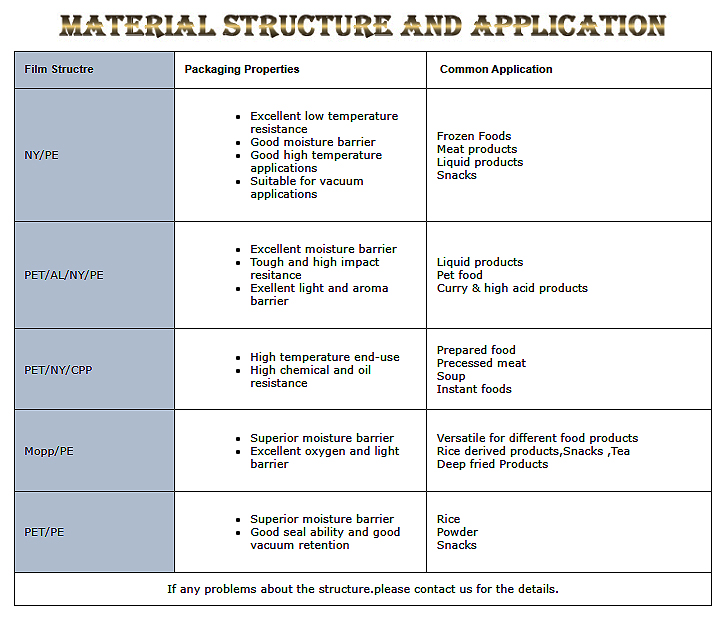
6. Customizable structure: The composition and number of layers in barrier multilayer food films can be customized to meet specific packaging requirements. Different materials, such as polyethylene, polypropylene, polyester, aluminum foil, or ethylene vinyl alcohol (EVOH), can be combined to create films with desired barrier properties and mechanical strength.
7. Printing and branding options: Multilayer food films offer opportunities for printing high-quality graphics, product information, and branding elements on the packaging. This helps to enhance product visibility, communicate key messages, and differentiate the packaged food on store shelves.
Barrier multilayer food films play a crucial role in ensuring the quality, safety, and longevity of food products. Their advanced barrier properties, customization options, and branding capabilities make them a preferred choice for various food packaging applications in the food industry.
Products Description
| Material | Laminated Material |
| Type | Metallized Film |
| Usage | Packaging Film |
| Feature | Moisture Proof |
| Processing Type | Multiple Extrusion |
| Transparency | Opaque |
| Size | Customized Size |
| Color | Upto 10 Colors |
| Logo | Accept Customized Logo |
| Certificate | ISO/QS |
| Thickness | Customeizd |
| Printing | Gravnre Printing |
| OEM | Yes! |
| Packing | Standard Carton Packing |
| Sample | Freely Provided |
| Package | Standard Exported Carton |
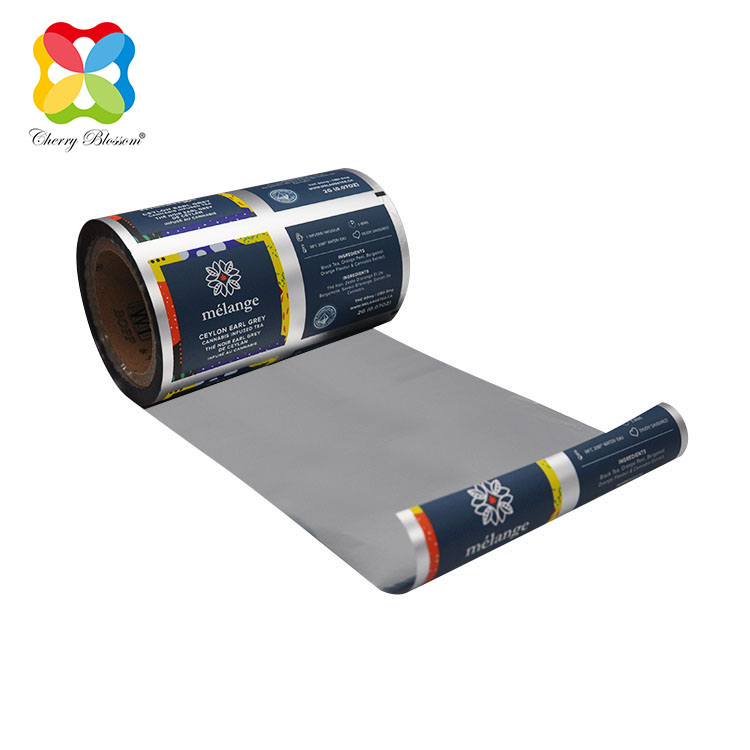
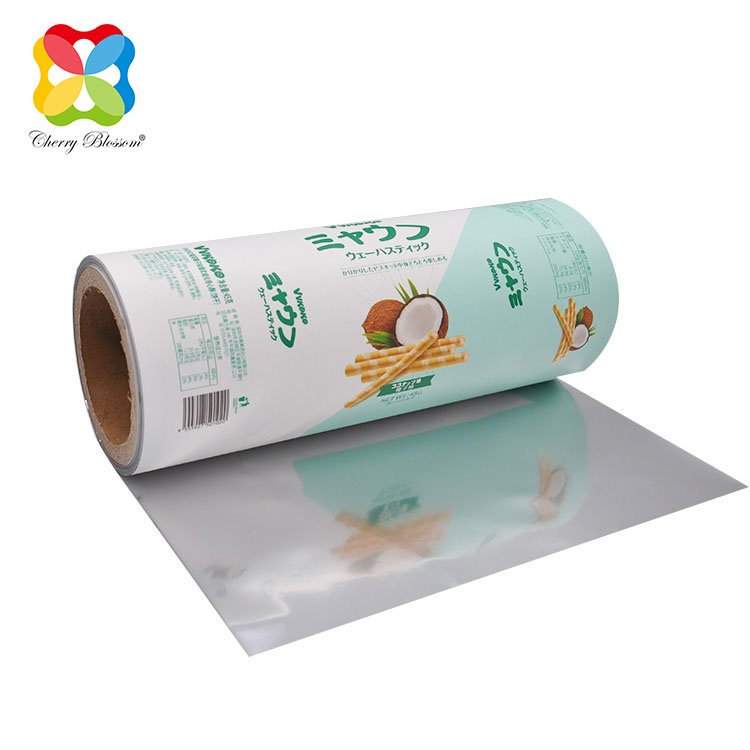
Product Display


Supply Ability
By Products


FAQ